



- Главная
- Оборудование для печатных плат
- Оборудование для поверхностного монтажа
- Технологии производства плат и поверхностного монтажа
- Инструмент для печатных плат и Запасные части
- Материалы и Химикаты для печатных плат и поверхностного монтажа
- Гальваническое оборудование
- Лабораторное и аналитическое оборудование
- Сервис и техническое обслуживание
- Как нас найти
- Начало раздела
- Главный технолог
- Технологии производства
- Консультации
- Контакты

Влияние производства, дизайна и материала на коробление печатных плат.
А.Капуто, С.Р. Аравамудхан, Х. Фу, Н. Хаббл, К. Олсон, М. Хуанг, А. Се, Дж.В. Кей, Y.Ли, Д. Ли, П. Вернес, Б. Фейт, P.L. Туссен, CC. Чанг, Л.Л. Квин, C.Y. Ксай, К. Линь
iNEMI, Интел Корпорейшн, Aкрометрикс, Вистрон Корпорейшн, Шенджей Tехнолоджи, Инсидикс, Юнимикрон, Ханнстар Борд Корпорейшн.
antonio.caputo@intel.com
Авторский перевод ЛЕЙТЕСА ИЛЬИ, гл.технолога ООО РТС Инжиниринг.
Impact of PCB Manufacturing, Design, and Material to PCB Warpage.
Аннотация
Потребительский спрос на электронные устройства меньшего форм-фактора приводит к использованию более тонких электронных компонентов и более тонких печатных плат (ПП) в процессе сборки. Использование более тонких компонентов и более тонких мультиплицированных печатных плат (≤ 1 мм) привело к проблемам коробления печатных плат в процессе поверхностного монтажа (SMT), что, в свою очередь, влияет на общую производительность сборки печатной платы. Печатные платы с чрезмерным короблением влияют на качество печати пасты в процессе её нанесения и на образование паяных соединений во время пайки оплавлением, что может приводить к дефектам техпроцесса поверхностного монтажа.
Отсутствие отраслевого стандарта на коробление печатных плат при температуре оплавления еще больше усугубляет риск коробления печатных плат при выходе из техпроцесса поверхностного монтажа. В этой статье будут использоваться измерения высокотемпературной деформации для оценки влияния изготовления, дизайна и материала печатной платы на посадочные места микросхем с шариковыми выводами (BGA) и на коробление печатной платы на панели путем изменения постобработки печатной платы (с отжигом или без него), расположения ПП на панели (угол относительно центра), толщины печатной платы (0,8 мм или 0,6 мм), материал ПП ( со средней Tg {температурой стеклования} или с высокой Tg) и обработка (т. е. ламинирование в техпроцессе A или B).
Введение
Текущая тенденция в электронной промышленности для всё более мелких шагов и меньших форм-факторов требует меньших компонентов и более тонких печатных плат [1-3]. Текущей тенденцией в технологии печатных плат является разработка материалов с более низким КТР (к-том термического расширения) и высокой температурой стеклования (Tg).
Это приводит к дополнительному расширению или сжатию между слоями диэлектрика и меди и, следовательно, к большему короблению печатной платы [4]. Деформация создает потенциальные риски для надежности во время процесса SMT, когда печатная плата подвергается пиковым температурам пайки бессвинцовыми припоями типа SAC, превышающим 240 ° C, и, следовательно, создающими проблемы с надежностью паяного соединения. Дизайн — это один из способов контроля коробления печатной платы. Материал печатной платы, ее толщина, отжиг после изготовления и выбор поставщика также могут влиять на коробление печатной платы. Насколько известно авторам, было опубликовано очень мало работ, посвященных оценке влияния изготовления печатных плат на их коробление. Необходимо проделать больше работы.
Оценка проекта проводилась в три этапа:
- Этап 1 : Исследование соответствия метрологии.
- Этап 2 : влияние отжига после изготовления на коробление печатной платы (т. е. опоры 1 и 2).
- Этап 3: влияние изготовления, толщины и материала печатных плат на коробление печатных плат.
Экспериментальная установка
Производственная панель имела размер 620 мм x 460 мм и состояла из восьми фрагментов, причем каждый фрагмент имел размеры 79 мм x 64 мм. На рис. 1 фрагменты 1, 2, 7 и 8 — угловые , а 3–6 — центральные.
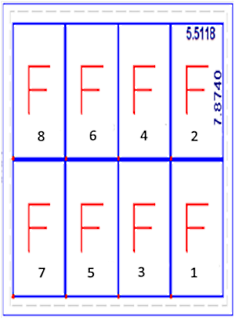
Рис. 1. Компоновка панели при изготовлении печатной платы
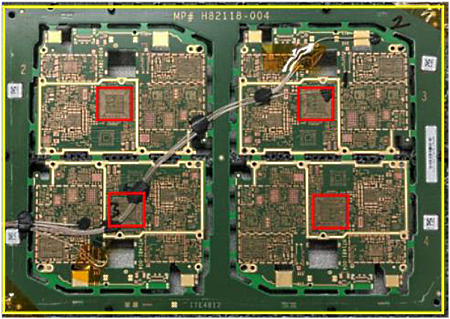
Рис. 2. Пример одной панели
На рис. 2 показан пример одной из четырех панелей, где желтая окантовка представляет площадь коробления для панели, а 4 красных прямоугольника представляют собой локальные участки измерения площади коробления BGA (т. е. 13 мм x 13 мм).
Дизайн печатной платы и компоновка.
В этой работе использовалась единая 10-слойная конструкция печатной платы с балансом меди менее 10% между сигнальными и сплошными слоями. Были сконструированы печатные платы с двумя различными стеками для изменения толщины печатных плат (т.е. 0,6 мм и 0,8 мм). См. Таблицу 1 и Рисунок 3 соответственно.
| ≤ 10 % медного баланса, медный баланс цельной выносной опоры | ||
|---|---|---|
| Слой | Процент плотности меди слоя | Процент плотности меди на выносной опоры |
| 1 | 1 72,9 | ≥ 95 |
| 2 | 2 84,4 | ≥ 95 |
| 3 | 3 89,2 | ≥ 95 |
| 4 | 4 73,1 | ≥ 95 |
| 5 | 5 77,9 | ≥ 95 |
| 6 | 6 77,3 | ≥ 95 |
| 7 | 7 74,1 | ≥ 95 |
| 8 | 8 82,9 | ≥ 95 |
| 9 | 9 86,1 | ≥ 95 |
| 10 | 10 82,6 | ≥ 95 |
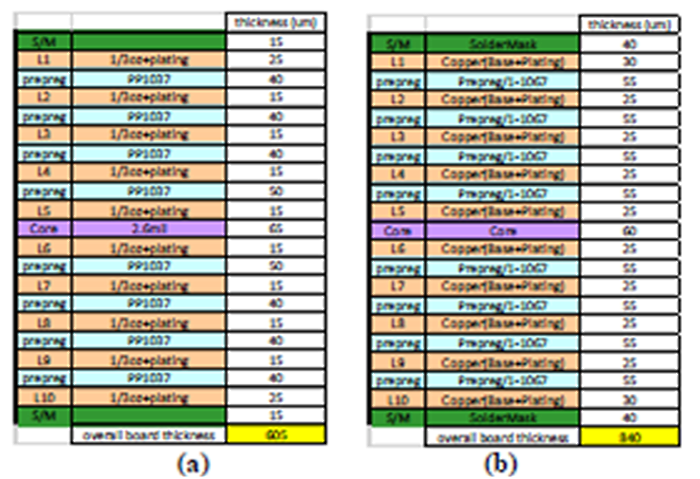
Рис. 3. Стек для (а) 0,6 мм и (б) 0,8 мм
Планирование экспериментов (DOE).
DOE представлял собой двухуровневый эксперимент, в котором оценивались множественные факторные условия, как показано в таблице 2. Размер панели в этой работе не менялся. Ветки частичного факториала DOE приведены в таблице 3.
| Факторные условия DOE. | Уровень 1 | Уровень 2 |
|---|---|---|
| Поставщик | А | Б |
| Техпроцесс изготовления ПП | Условия А | Условия А Б |
| Расположение на панели | Центр | Угол |
| Толщина ПП | 0,6 мм | 0,8 мм |
| Материал ПП | Средняя Tg | Высокая Tg |
| Постобработка | да | нет |
| Образцы DOE. | Техпроцесс изготовления ПП | Материал ПП | Толщина ПП | Наличие постобработки |
|---|---|---|---|---|
| 1 | Состояние A | Средняя Tg | 0,8 | Нет |
| 2 | Состояние A | Средняя Tg | 0,8 | Да |
| 3 | Состояние B | Средняя Tg | 0,8 | Нет |
| 5 | Состояние A | Высокая Tg | 0,8 | Нет |
| 7 | Состояние B | Высокая Tg | 0,8 | Нет |
| 9 | Состояние A | Средняя Tg | 0,6 | Нет |
| 11 | Состояние B | Средняя Tg | 0,6 | Нет |
| 13 | Состояние A | Высокая Tg | 0,6 | Нет |
| 15 | Состояние B | Высокая Tg | 0,6 | Нет |
Для образцов 1 и 2 отжиг при постобработке проводился при 150 °C . Условия печати/ламинирования (техпроцесс изготовления ПП) A и B для каждого поставщика печатных плат приведены в таблице 4.
Для выборки использовали 12 панелей для достижения уровня достоверности 80%, изменение копланарности 50 мкм и мощности 85%. Расположение печатной платы внутри производственной панели (углы и центры) было зафиксировано в DOE.
| Атрибут | Поставщик печатных плат A | Поставщик печатных плат B | ||||
|---|---|---|---|---|---|---|
| ТЕХПРОЦЕСС A | ТЕХПРОЦЕСС Б | ТЕХПРОЦЕСС A | ТЕХПРОЦЕСС Б | |||
| средняя. Tg | высокая Tg | средняя. Tg | высокая Tg | средняя. Tg и высокая Tg | средняя. Tg и высокая Tg | |
| Температура ламинирования. (отверждение) °C | >170 | >190 | >170 | >190 | 170 | 175 |
| Скорость нагрева (°C/мин) | 1,77 | 2,85 | 1,43 | 2,28 | 1,58 (внутренний слой) 1,62 (внешний слой) |
|
| Время холодного прессования (минут) | 40 | 40 | 70 | 70 | 40 | 70 |
| Время отверждения (минуты) | 77 | 110 | 103 | 122 | 96 | 70 |
Исследование соответствия метрологии
Для характеристики коробления печатных плат использовалось измерение деформации при высоких температурах. В этом исследовании для представления деформации печатной платы или копланарности использовалось абсолютное значение коробления. Чтобы гарантировать, что измерения коробления печатных плат на всех площадках были технически эквивалентны, было проведено исследование соответствия метрологии на четырех площадках. Испытательные площадки обозначены B, C, D и E.
Исследование соответствия метрологии было разделено на следующие части:.
1. Шаги для оценки точности при комнатной температуре.
2. Линза для оценки повторяемости температуры.
3. Сравнение тепловых характеристик.
Следует отметить, что для тестов 1 и 2 выше использовались реальные настройки посадочных мест или поля зрения (FOV). Критерии успеха для каждой части исследования приведены в таблице 5.
| Тесты | Испытания на соответствие метрологическим характеристикам деталей | Критерии успеха |
|---|---|---|
| 1 | Шаги для оценки точности при комнатной температуре | ± 2% от целевого значения |
| 2 | Линза для оценки термической воспроизводимости | ± 5 % от целевого значения |
| 3 | Сравнение тепловых характеристик | Техническая эквивалентность |
Результаты
Этап 1: Исследование соответствия метрологии.
Результаты сопоставления результатов обобщены в таблицах 6, 7 и 8. Для исследования термической воспроизводимости на участках B и C использовались оптические плоские линзы от производителя M, а на участках D и E использовались линзы от производителя N. Отметим, что для измерений шага 1 для участков D и E небольшая область рядом с шагом была проигнорирована, поскольку она влияла на измерение, поэтому участок D выпал из диапазона для шага 1, но он по-прежнему соответствовал критериям исследования соответствия и был включен в качестве испытательного полигона в этот DOE.
| Размер шага блока | Критерии успеха | Участок B (мкм) | Участок C (мкм) | Участок D (мкм) | Участок E (мкм) |
|---|---|---|---|---|---|
| Шаг 1 (24,384 мкм) | ±2% (23,9–24,9 мкм) или разрешение инструмента (± 5 мкм) | Среднее значение: 23,0 СТАНД ОТКЛОН: 0 |
Среднее значение: 24,2 СТАНД ОТКЛОН: 0,05 * |
Среднее значение: 21,9 СТАНД ОТКЛОН: 0,62 * |
Среднее значение: 23,6 СТАНД ОТКЛОН: 0,07 |
| Шаг 2 (139,192 мкм) | ±2% (136,4–142,0 мкм) или разрешение инструмента(± 5 мкм) | Среднее значение: 136,3 СТАНД ОТКЛОН: 7,32 |
Среднее значение: 138,5 СТАНД ОТКЛОН: 0 |
Среднее значение: 139,5 СТАНД ОТКЛОН: 1,27 |
Среднее значение: 139,0 СТАНД ОТКЛОН: 0 |
| Шаг 3 (265,43 мкм) | ±2% (260,1–270,7 мкм) или разрешение инструмента (± 5 мкм) | Среднее значение: 258,6 СТАНД ОТКЛОН: 0,51 |
Среднее значение: 264,6 СТАНД ОТКЛОН: 0,05 |
Среднее значение: 266,8 СТАНД ОТКЛОН: 0,92 |
Среднее значение: 267,0 СТАНД ОТКЛОН: 0 |
*При измерении для шага 1 на участках D и E, небольшая область рядом с шагом была проигнорирована, поскольку она повлияла на измерение.
| Температура (°C) | Критерий успеха | Оптическая линза – производитель M | Оптическая линза – производитель N | ||
|---|---|---|---|---|---|
| Участок B (мкм) | Участок C (мкм) | Участок D (мкм) | Участок E (мкм) | ||
| 24 | ±5% от цели Оптическая линза M Целевое значение от 372,8 до 388,0 мкм, Оптическая линза N Целевое значение от 671,3 до 698,7 мкм |
Среднее значение: 398,69 СТАНД ОТКЛОН: 2,57, CV = 0,006 |
Среднее значение: 381,03 СТАНД ОТКЛОН: 0,52, CV = 0,001 |
Среднее значение: 686,0 СТАНД ОТКЛОН: 0,62, CV = 0,001 |
Среднее значение: 684,94 СТАНД ОТКЛОН: 0,77, CV = 0,001 |
| 150 | Среднее значение: 398,38 СТАНД ОТКЛОН: 4,41, CV = 0,011 |
Среднее значение: 380,93 СТАНД ОТКЛОН: 0,80, CV = 0,002 |
Среднее значение: 685,0 СТАНД ОТКЛОН: 3,5, CV = 0,005 |
Среднее значение: 683,88 СТАНД ОТКЛОН: 1,63, CV = 0,002 |
|
| 250 | Среднее значение: 397,13 СТАНД ОТКЛОН: 1,02, CV = 0,003 |
Среднее значение: 380,93 СТАНД ОТКЛОН: 1,13, CV = 0,003 |
Среднее значение: 686,0 СТАНД ОТКЛОН: 4,4, CV = 0,006 |
Среднее значение: 682,0 СТАНД ОТКЛОН: 1,5, CV = 0,002 |
|
| Температура (°C) | Критерии успеха (°C) | Дельта температуры (°C) | ||||
|---|---|---|---|---|---|---|
| Печь оплавления | Участок B | Участок C | Участок D | Участок E | ||
| 24 | ≤ 10 °С | 0,33 | 0,44 | 2,00 | 0,30 | 1,20 |
| 150 | ≤ 10 °С | 6,67 | 17,96 | 7,40 | 6,50 | 4,70 |
| 200 | ≤ 10 °С | 4,61 | 15,78 | 7,40 | 4,20 | 4,60 |
| Пик++ | ≤ 10 °С | 3,34 | 12,10 | 6,40 | 4,40 | 4,20 |
| Время до 220 (сек) | NA(не определялась) | 152 | 245 | 336 | 400 | 406 |
На основании исследования сопоставления метрологических характеристик все участки, кроме участка B, соответствовали критериям успеха, поэтому тестирование на участке B в этом исследовании не проводилось.
Этап 2 : влияние постобработки после изготовления печатной платы —( с обжигом или без обжига) на BGA и коробление панели.
На этапе 2 оценивали влияние постобработки на коробление печатных плат. На этом этапе цикл прессования/ламинирования, толщина печатной платы и материал оставались постоянными. Для фазы 2 панель печатной платы была подвергнута постобработке с обжигом — см. Таблицу 9. Тестирование проводилось только на участках C и E для обеих ветвей 1 и 2. На участке C было измерено 12 панелей от обоих поставщиков A и B. Из-за нехватки времени на участке E было измерено только 8 панелей поставщика A.
| DOE Leg | Процесс изготовления печатной платы | Материал печатной платы | Толщина печатной платы (мм) | Постобработка |
|---|---|---|---|---|
| 1 | Процесс А | Средняя Тg | 0,8 | Нет |
| 2* | Процесс А | Средняя Тg | 0,8 | Да |
Копланарность BGA при 240 °C
Для копланарности области BGA было обнаружено, что постобработка очень мало повлияла на компланарность BGA. На рис. 4 показано, что хотя данные статистически различаются, технически они эквивалентны, поскольку стандартное отклонение составляет менее 5 мкм, что находится в пределах 3-сигма разрешения инструмента. На рис. 5 показано, что расположение фрагментов внутри производственной панели не влияетна коробление (т. е. расположение в центре и в углу статистически эквивалентны). Ключевым выводом является то, что постобработка в процессе изготовления ПП мало влияет на копланарность BGА.
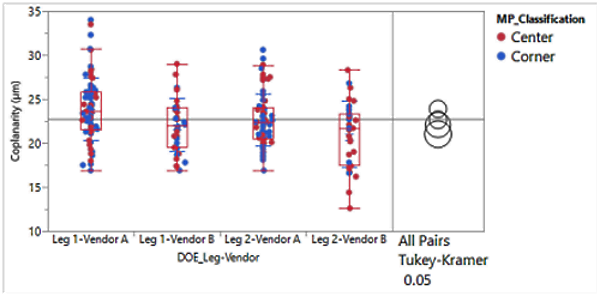
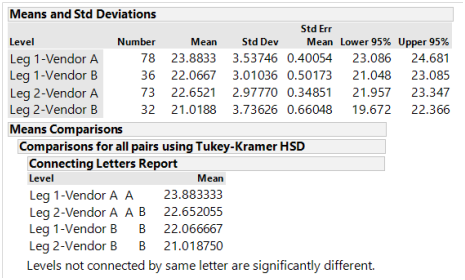
Рис. 4. Копланарность посадочных мест BGA на площади 13 мм x 13 мм для различных образцов и поставщиков.
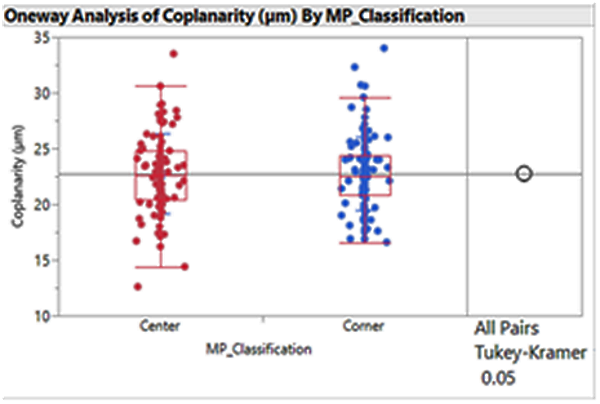
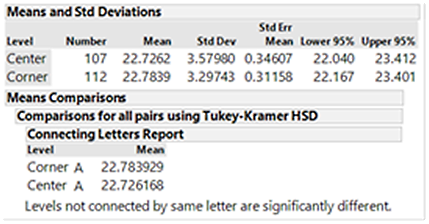
Рис. 5. Копланарность BGA относительно расположения ПП внутри производственной панели статистически эквивалентна.
Копланарность панели при 240 °C
Для ПП доставки также было обнаружено, что постобработка очень мало повлияла на копланарность. Рисунок 6 показывает, что данные статистически эквивалентны. На рис. 7 показано, что расположение ПП отгрузки внутри производственной панели не влияет на коробление (т. е. расположение в центре и в углу статистически эквивалентны). Ключевым выводом является то, что постобработка в процессе изготовления печатной платы мало влияет на деформацию области панели.
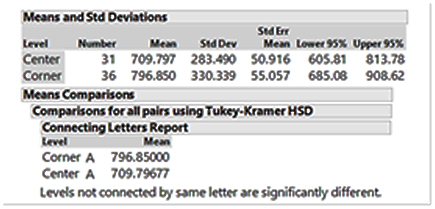
Рис. 7. Копланарность области панели по сравнению с расположением транспортной панели внутри производственной панели
Этап 3 : влияние техпроцесса печатных плат, материала и толщины
Параметры тестирования DOE этапа 3 приведены в таблице 10. Тестирование проводилось на тестовых площадках C, D и E. Из-за нехватки лабораторных мощностей на каждой тестовой площадке было измерено ~5 отгрузочных панелей для каждой ветви DOE. Для целей данного раздела, поскольку расположение транспортной панели внутри производственной панели было статистически эквивалентным как для BGA, так и для копланарности площади панели, это не будет обсуждаться.
| DOE образцы | Процесс изготовления печатной платы | Материал печатной платы | Толщина печатной платы (мм) | Постобработка |
|---|---|---|---|---|
| 3 | Техпроцесс B | Средняя Tg | 0,8 | Нет |
| 5 | Техпроцесс A | Высокая Tg | 0,8 | Нет |
| 7 | Техпроцесс B | Высокая Tg | 0,8 | Нет |
| 9 | Техпроцесс A | Средняя Tg | 0,8 | Нет |
| 11 | Техпроцесс B | Средняя Tg | 0,8 | Нет |
| 13 | Техпроцесс A | Высокая Tg | 0,8 | Нет |
| 15 | Техпроцесс B | Высокая Tg | 0,8 | Нет |
Копланарность BGA при 240 °C
На рис. 8 показано, что наблюдается большая вариабельность копланарности BGA для производителя A (т. е. на основе отчета о соединении, выделенного красным цветом для печатных плат толщиной 0,6 мм и 0,8 мм), но, хотя копланарность статистически различается между поставщиками, технически она эквивалентна (т.е. находится в пределах ~3-сигма). Для поставщика B копланарность статистически эквивалентна по всем ветвям, а минимальная вариабельность составляет и на печатных платах толщиной 0,6. мм и на печатных платах толщиной 0,8 мм.
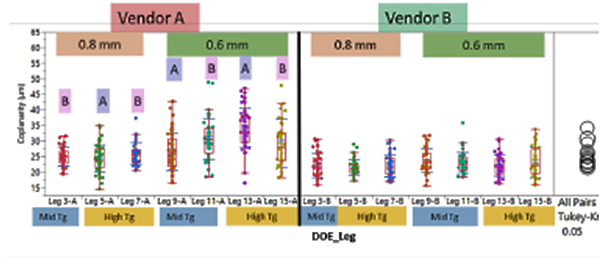
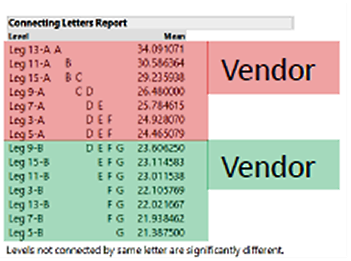
Рис. 8. Копланарность BGA по сравнению с ветвью DOE в зависимости от поставщика
Копланарность площади панели при 240 °C.
На рис. 9 показано, что копланарность отгрузочных панелей для поставщика А показала большую изменчивость для печатных плат толщиной 0,6 мм по сравнению с печатными платами толщиной 0,8 мм. Для поставщика B также было обнаружено, что копланарность отгрузочных панелей на всех участках была статистически эквивалентной (минимальная изменчивость на всех участках).
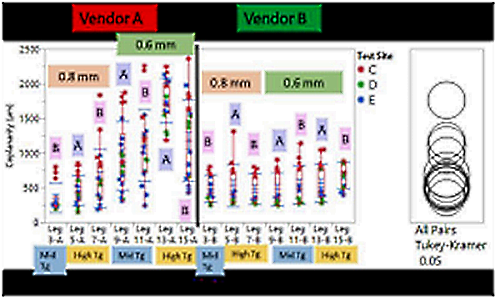
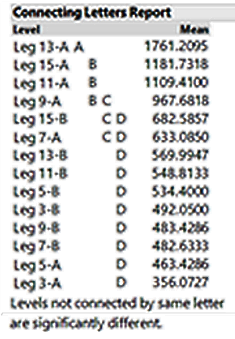
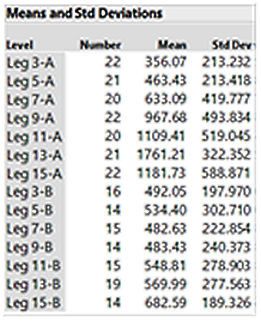
Рис. 9. Копланарность панели отгрузки для разных образцов DOE.
Заключение
По мере того, как конструкции печатных плат становятся меньше и компактнее, чтобы соответствовать текущим отраслевым тенденциям, толщина печатных плат будет уменьшаться, что приводит к риску большей деформации печатных плат в процессе поверхностного монтажа. Ключевым выводом этого DOE является то, что производство и обработка печатных плат (т. е. прессование/ламинирование) оказывает наибольшее влияние на коробление печатных плат, при этом более тонкие печатные платы демонстрируют большую изменчивость копланарности по сравнению с более толстыми печатными платами (0,8 мм). Однако техпроцесс изготовления печатных плат может уменьшить вариабельность копланарности между более тонкими (0,6 мм) и более толстыми (0,8 мм) печатными платами, как это наблюдалось у поставщика B. На основании результатов этой работы считается, что постобработка печатных плат (т.е. отжиг), материал и расположение транспортировочной панели внутри производственной панели оказывают меньшее влияние на коробление печатной платы.
Следующие шаги
Ключевым выводом этой работы является то, что техпроцесс изготовления печатных плат оказывает наибольшее влияние на коробление печатных плат. Основываясь на этом ключевом выводе, команда iNEMI в настоящее время пытается лучше понять повторяемость процесса производства печатных плат для обоих поставщиков A и B, а также возможность оптимизации производственного процесса для поставщика A для уменьшения изменчивости коробления печатных плат. Из-за ограничений, связанных с тестированием и производством, оба поставщика A и B будут повторять только дизайн образцов 9 и 11 DOE, используя тот же материал средней Tg, структуру и дизайн печатной платы 0,6 мм, а также техпроцесс изготовления (т. е. те же условия прессования/ламинирования A и Б). Основываясь на повторяемости результатов деформации печатных плат, условия обработки A и B будут оптимизированы для финального раунда тестирования, чтобы увидеть, может ли поставщик A получить результаты коробления печатных плат, аналогичные поставщику B.
Литература
[1]К. Мейяппан, П. Генг и И. Хсу. «Влияние разработки дизайна ПП на надежность во время термоциклирования с использованием метода теневого муара». ASME ITHERM’06, Сан-Диего, 2006 г.
[2] М. Курашина и др. «Исследование повышения точности технологии прогнозирования теплового коробления для корпусов БИС.» Конференция по электронным компонентам и технологиям, 2009 г., стр. 529–534 (2009 г.).
[3] П. Хасселл. «Усовершенствованная характеристика коробления: местоположение и тип смещения могут быть столь же важны, как и её Величина». Тихоокеанская микроэлектроника. Симпозиум-конференция, февраль (2001 г.).
[4] С. Чо, Т.-Э. Чанг, Дж.Ю. Ли, Х.-П. Парк, Ю. Ко, Г. Парк. « Новая конструкция образца и элемент жесткости для уменьшения коробления в печатной плате с посадочным местом BGA». Надежность микроэлектроники, 50 (2010), стр. 242-250.