



- Главная
- Оборудование для печатных плат
- Оборудование для поверхностного монтажа
- Технологии производства плат и поверхностного монтажа
- Инструмент для печатных плат и Запасные части
- Материалы и Химикаты для печатных плат и поверхностного монтажа
- Гальваническое оборудование
- Лабораторное и аналитическое оборудование
- Сервис и техническое обслуживание
- Как нас найти
- Начало раздела
- Оборудование
- Справка
- Контакты

Современный рентгеновский контроль печатных плат
Несколько лет назад оборудование для контроля при помощи рентгеновских лучей интересовало только опытные производства, но сегодня при высокой плотности монтажа и применении компонентов со скрытыми выводами, возрастает потребность в таком контроле в условиях серийного производства.
На большинстве производственных участков широко применяется автоматический оптический и электрический контроль. Автоматический оптический контроль, как правило, используется для контроля нанесения паяльной пасты, наличия/ отсутствия компонентов, чтения маркировки, проверки наличия коротких замыканий, контроля полярности. Электрический контроль позволяет произвести конечный функциональный тест после проведенных сборочных операций.
К сожалению, наличие автоматического оптического и электрического контроля не гарантирует 100%-ного контроля качества собранных электронных изделий. Есть еще и скрытые дефекты в паяных соединениях (микротрещины, пузырьки воздуха, ненадежный контакт скрытых выводов компонентов BGA и т.п.), которые проявляются в процессе эксплуатации электронных узлов. Заранее их можно обнаружить на оборудовании, использующем рентгеновские лучи.
Виды рентгенографии
Оборудование для рентгенографии позволяет получить плоский снимок или трехмерную (объемную) модель исследуемого объекта, а компьютерный анализ снимка или полученной модели позволяет выявить дефекты в паяных соединениях. Информация о дефектах отображается в понятной для оператора форме (например, фотография, на которой дефекты выделены различными цветами).
Самым простым рентгенографическим оборудованием являются системы, позволяющие получить только плоский снимок, - просвечивающий 2D рентген. В таком оборудовании излучатель установлен сверху, а приемник - снизу, перпендикулярно к плоскости исследуемого объекта. Стол с исследуемым объектом может перемещаться по оси X и наклоняться на некоторый угол, а излучатель с приемником перемещается только по оси Y.
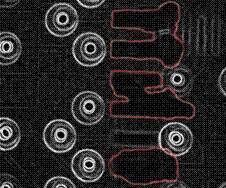 |
Рис. 1 Снимок короткого замыкания полученный с просвечивающего 2D рентгена |
Это оборудование позволяет быстро обнаружить замыкание (рис.1) или разрыв в труднодоступном месте на печатной плате или внутри микросхемы, но не обеспечивает достоверного контроля дефектов пайки (для этого требуется много времени и опытный оператор).
Для более быстрого и надежного контроля паяных соединений электронных узлов наиболее рационально применение рентгенографического оборудования, которое создает трехмерное изображение. Есть несколько способов получения трехмерных изображений.
В последнее время благодаря высокой производительности компьютеров появились два новых вида формирования объемного изображения - цифровой томосинтез и 3D наклонная компьютерная томография.
Цифровой томосинтез - серию рентгеновских снимков получают при вращении рентгеновской трубки аппарата или печатной платы относительно оси Z (рис. 4). При этом выполняется от 4 до 12 снимков. После получения всех снимков они передаются на компьютер, обрабатываются специальной программой и получается трехмерное изображение верхнего или нижнего слоя. Благодаря этому методу появилась возможность "убрать" мешающие снизу компоненты и выполнить качественный и быстрый анализ исследуемого объекта (рис. 5).
Недостатком этого способа, как и предыдущего, является ограничение коэффициента увеличения и как следствие невозможность контроля больших электронных изделий с мелкими компонентами.
Ламинография - метод рентгенологического исследования, с помощью которого можно производить снимок слоя, лежащего на определенной глубине исследуемого объекта. Компоновка оборудования ламинографии похожа на 2D рентген.
Отличие - возможность получения снимка объекта на определенном уровне по глубине и наличие специального программного обеспечения, что позволяет формировать трехмерную модель из множества фотографий (от 100 до 300), полученных на разных глубинах исследуемого объекта.
Снимок слоя на определенной глубине обеспечивается за счет движения трубки и приемника в противоположных направлениях. В зависимости от скорости перемещения трубки и приемника только необходимый слой получается четким, все остальные - смазываются, почти не мешая проводить анализ полученного изображения. Недостаток такого способа - долгое формирование трехмерного изображения (время сканирования одного слоя размером 20х20 мм составляет около 20 с).
 |
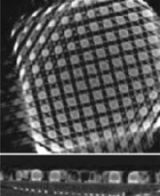 |
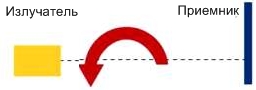
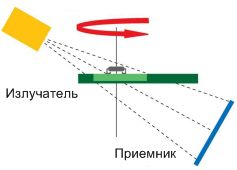
Рис. 2 Принцип компьютерной томографии |
Рис. 3 Снимок полученный с помощью компьютерной томографии |
Компьютерная томография - серия плоских снимков получается в результате вращения печатной платы вокруг оси X или Y (рис. 2). Система оснащена программным обеспечением, с помощью которого создается трехмерная (объемная) модель исследуемого объекта. Такой способ позволяет получить трехмерную модель исследуемого объекта быстро, но при этом разрешение низкое, так как в данном случае коэффициент увеличения зависит от размера исследуемого объекта. Поэтому мелкие объекты на крупной печатной плате смазываются при оцифровке (рис. 3).
 |
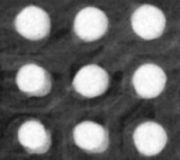 |
Рис.4 Принцип цирового томосинтеза |
Рис.5 Снимок, полученный цировым томосинтезом |
 |
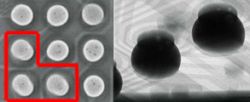 |
Рис.6 Принцип 3D наклонной компьютерной томографией |
Рис.7 Снимки поученные 3D наклонной компьютерной томографией (красным отмечен дефект) |
3D наклонная компьютерная томография - серию рентгеновских снимков (до 128) получают при вращении печатной платы вокруг оси Z исследуемого компонента (рис. 6). При этом рентгеновская трубка и приемник установлены под углом до 700. Затем на базе полученных фотографий формируется трехмерное изображение. Этот способ обеспечивает высокую четкость изображения и высокую скорость независимо от размера компонента и размера печатной платы. Так, например, контроль печатной платы с четырьмя компонентами BGA на подобном оборудовании занимает 76 с, включая время загрузки/разгрузки, перехода к следующему объекту, фотографирования и анализа исследуемого объекта (рис. 7).
Преимущества и недостатки различных рентгеновских установок представлены в таблице.
| Рентгеновские методы | Преимущества | Недостатки |
| Просвечивающий рентген (2D X-RAY) |
Низкая стоимость при высокой скорости контроля пустых печатных плат и печатных плат с электронными компонентами с одной стороны |
Разный коэффициент увеличения при просмотре объекта под углом. Невозможность выполнения быстрого и качественного контроля собранных электронных узлов с двухсторонним монтажом. Требуется высококвалифицированный персонал для анализа дефектов пайки |
| Ламинография (Laminography) | Возможность контроля собранных электронных узлов с двухсторонним монтажом |
Быстрый контроль только на определенном уровне. Требуется высококвалифицированный персонал. Низкая производительность при формировании трехмерного изображения |
| Компьютерная томография (CT или 3D CT) | Быстрое формирование трехмерного изображения |
Относительно высокая стоимость. Ограничение коэффициента увеличения. Ограничение по размеру печатной платы. Плохая четкость изображения |
| Цифровой томосинтез | Быстрое формирование трехмерного изображения. Возможность контроля собранных электронных узлов с двухсторонним монтажом |
Относительно высокая стоимость. Ограничение коэффициента увеличения. Ограничение по размеру печатной платы. Недостаточная четкость изображения мелких деталей изображения |
| 3D наклонная компьютерная томография | Быстрое формирование трехмерного изображения. Возможность контроля собранных электронных узлов с двухсторонним монтажом. Высокая четкость изображения. Нет ограничения по коэффициенту увеличения; Нет ограничений по размеру печатной платы |
Относительно высокая стоимость |
Как можно увидеть из краткого анализа, проведенного в этой статье, наиболее передовой технологией получения и анализа трехмерного изображения является 3D наклонная компьютерная томография.
Этот метод позволил полностью автоматизировать рентгенографическое исследование, обеспечив, таким образом 100%-ный контроль паяных соединений электронного узла любого размера.производительности, то для обеспечения высокого процента годных изделий необходим постоянный контроль всех этапов технологического процесса.
Для решения этой задачи компанией OMRON был разработан и запатентован уникальный многоцветный метод автоматического оптического контроля печатных узлов после нанесения паяльной пасты, установки компонентов и после оплавления и установка для рентгенографического контроля собранных узлов, мод. VT-X (рис.8), в которой для крупных компонентов используется цифровой томосинтез, а для мелких - 3D наклонная компьютерная томография.
ООО "РТС Инжиниринг" совместно с компанией OMRON предлагает различные виды технологического контрольного оборудования, включая оптический, электрический и рентгенографический. Оборудование комплектуется в соответствии с задачами каждого конкретного производства и обеспечивает 100%-ный контроль качества пайки любых электронных узлов в автоматическом режиме.
 |
Рис.8 Рентгеновский контроль |