



- Главная
- Оборудование для печатных плат
- Оборудование для поверхностного монтажа
- Технологии производства плат и поверхностного монтажа
- Инструмент для печатных плат и Запасные части
- Материалы и Химикаты для печатных плат и поверхностного монтажа
- Гальваническое оборудование
- Лабораторное и аналитическое оборудование
- Сервис и техническое обслуживание
- Как нас найти
- Начало раздела
- Инструмент
- Оборудование
- Запчасти
- Цены
- Словарь
- Контакты

Режимы сверления для C-UMD
| Углеродистые стали S45C-S50C (-225HB) |
Легированные стали SK - SCM - SUS (225-325HB) |
Упрочненные Закаленные стали. NAK SKD (30-45HRC) * |
Кобальт-никилевый сплав | Алюминиевые сплавы | Медные сплавы |
| П | П | В | НП | НП | П |
Рекомендуемое охлаждение - водная эмульсия
*- Свяжитесь с нами, если решили сверлить материал более 45 HRC
| Материал | Углеродистые стали S45C-S50C (-225HB) |
Легированные стали SK - SCM - SUS (225-325HB) |
Упрочненные ст. Закаленные ст. NAK SKD (30-45HRC) |
Алюминиевые сплавы A5052 | ||||
| Скорость | V c= 25 - 40m/min | V c= 15 - 25m/min | V c= 10 - 15m/min | V c= 20 - 60m/min | ||||
| Диаметр (мм) |
Обороты (мин-1) |
Подача (мм/мин) |
Обороты (мин-1) |
Подача (мм/мин) |
Обороты (мин-1) |
Подача (мм/мин) |
Обороты (мин-1) |
Подача (мм/мин) |
| 0.3 | 20,000 | 40 | 15.900 | 30 | 10.600 | 10 | 20.000 | 400 |
| 0.4 | 17,400 | 50 | 11,800 | 40 | 8.000 | 20 | 19.900 | 690 |
| 0.5 | 15,900 | 80 | 9.500 | 50 | 6,400 | 30 | 20.000 | 1,000 |
| 0.6 | 14,100 | 80 | 7.900 | 40 | 5.300 | 20 | 19.900 | 1,050 |
| 0.7 | 12,800 | 90 | 6.800 | 50 | 4,500 | 20 | 19.900 | 1,120 |
| 0.8 | 11,900 | 100 | 6.000 | 50 | 4,000 | 20 | 19.900 | 1,190 |
| 0.9 | 10,500 | 100 | 6.200 | 50 | 3.500 | 20 | 17.600 | 1,220 |
| 1 | 9.500 | 100 | 6,400 | 60 | 3.200 | 20 | 15.900 | 1,270 |
| 2 | 5.600 | 170 | 3,200 | 100 | 1,600 | 20 | 9.500 | 950 |
| 3 | 3,700 | 150 | 2,700 | 110 | 1,600 | 20 | 6,400 | 640 |
| 4 | 2.800 | 110 | 1,600 | 60 | 1,200 | 20 | 4.800 | 480 |
| 5 | 2.200 | 90 | 1,300 | 50 | 1.000 | 20 | 3.800 | 380 |
| 6 | 2,100 | 110 | 1,300 | 70 | 800 | 20 | 3.200 | 380 |
Внимание: Рекомендуется использовать для охлаждения водную эмульсию или масло.
Следует использовать станки с высокой пространственной жесткостью, и низкой вибрацией.
Рекомендуется величина шага 0,1D-0,2D (Рекомендовано 0,2D-0,5D в случае алюминиевых сплавов)
Следует удалять стружку чтобы предотвратить нагрев и воспламенение.
Пример сверления сверлами серии UNIMAX -1
- Повреждение кромки:
Повреждения в виде сколов наблюдаются на сверле из карбида-вольфрама. Что касается сверла из бысторежущей стали, видно что режущая кромка имеет тенденцию к износу. Наблюдается спекание рабочего материала со сверлом из быстрорежущей стали.
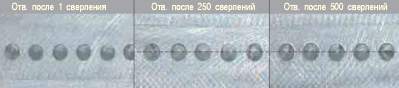
- Расположение отверстий:
При использовании карбидо-вольфрамового сверла значительных отклонений в позиционировании отверстия не наблюдается. При использовании сверла из быстрорежущей стали отклонения в позиционировании отверстия наблюдаются уже на ранней стадии сверления.
| Сверло | 0.6 x 7 Рабочая длина 7 |
| Рабочиий материал | SUS304 1.4301 |
| Обороты | 8,000min -1 |
| Скорость | 15m/min |
| Z Подача | 50mm/min |
| Сила резания | 0.00625mm/rev |
| Величина шага | 0.12 mm/time |
| Глубина отвестий | 2.4mm |
| Число отверстий | 500 отверстий |
| Время сверления | 25 min/100 отверстий |
| Длина вылета | 10mm |
| Смазочно-охлаждающая эмульсия | Водно-масленная эмульсия (Распылитель) |
Сравнение повреждений кромки
UT C-UMD 2060-070 D 0.6Ч 7 Рабочая длина 7 Ti-Композитное покрытие
Фирма "А" сверло из быстрорежущей стали

Пример сверления сверлами UNIMAX -2

| Обороты (min-1) | Скорость подачи(mm/min) | Отвод стружки | Глубина отверстия | Время сверления | Охлаждение | Примечание | |
| (Акриловый материал) D 0.1 | |||||||
| C-UMD D 0,1 | 20 000 | 20 | 0,02 | 1,0 | 1 ч 30 мин | Охлаждение | Кернение центра+ Сверление |
| SUS304 (1.4301) D 0.1 | |||||||
| C-UMD D 0,2 | 10 000 | 2 | 0,01 | 0,05 | 2 ч 50 мин | Водная эмульсия | Центровочное сверло+Зенкование |
| C-UMD D 0,1 | 12 000 | 4 | 0,02 | 0,2 | 3 ч 27 мин | Водная эмульсия |
|
| (A5052) D 0.2 Алюминий | |||||||
| C-UMD D 0,2 | 15 000 | 80 | 0,04 | 1,5 | 2 ч 50 мин | Водная эмульсия | Использовалась подложка |
| NAK 55 (AISI P21) D 0.3 | |||||||
| C-UMD D 0,3 | 15 000 | 15 | 0,06 | 1,5 | 3 ч 35 мин | Водная эмульсия | Использовалось центровочное сверло |
| SUS304 (1.4301) D 0.3 | |||||||
| C-UMD D 0,3 | 16 000 | 30 | 0,06 | 1,5 | 2 ч 24 мин | Водная эмульсия | Использовалось центровочное сверло |